Acadlore takes over the publication of IJEI from 2025 Vol. 8, No. 5. The preceding volumes were published under a CC BY 4.0 license by the previous owner, and displayed here as agreed between Acadlore and the previous owner. ✯ : This issue/volume is not published by Acadlore.
Colourfastness Properties of Natural Dye (Parkia Speciosa Pods) on Needle-Felted Fabric from Cotton Waste
Abstract:
Textile manufacturing processes can produce harmful environmental impacts, particularly the generation of significant textile waste. Thus, in this study, researcher examined the potential of the needle felting technique as a method for reusing textile wastes. Needle felting is a unique textile technique that involves the interlocking of fibres using a barbed needle. This process can be used to transform fabric wastes into new fabrics without the need for spinning or weaving. Furthermore, natural dyes derived from plants such as Parkia speciosa pods can provide an eco-friendly alternative to synthetic dyes, thus reducing the environmental impacts of textile production. Accordingly, exploring the use of cotton wastes from a cotton-weaving factory in Thailand to develop a sustainable material for clothes through the application of needle felting and natural dyeing using Parkia speciosa pods. Moreover, the colour, weight, thickness, texture and colourfastness of needle-felted bitter-bean-pod–dyed cotton wastes were evaluated before and after the needle-felting process. The fabrics’ colour strength (K/S values) and weight (grams per square meter) were also assessed to determine the correlation between fabric weight and colour strength. Additionally, colourfastness to dry cleaning, washing, rubbing, light and perspiration was evaluated. Results showed that needle felting is a feasible technique for transforming textile waste into new, durable fabrics. The research further revealed that cotton wastes can be successfully dyed using natural colours, offering a sustainable alternative for prospective textile applications in the future.
1. Introduction
The textile industry has long grappled with the challenge of sustainability, particularly in waste managing the vast amounts of production waste. The growing crazy for cheap, trendy fashion in Europe has driven people to buy a whole lot more clothes over the past several years, this represents a significant 40% increase in the amount of clothing purchased per person. The textile industry is a significant contributor to the EU's overall environmental impact, accounting for around 2-10% of the total. Most textile production occurs in third countries, where the manufacturing process requires massive amounts of water, chemicals, and pesticides, particularly for cotton [1]. Cotton materials, also known as industrial waste, are the materials generated during the manufacturing process [2], More or less 100 million tons of cotton waste was generated yearly, Accounting for approximately 35 to 40 percent of the total global textile waste. Nevertheless, less than 30% of this cotton waste was recycled [3]. In Thailand, many textile and fashion factories in Bangkok and surrounding areas generate fabric waste [4]. According to a recent study, 77% of Thai adults discarded clothing in the past year, with 40% disposing of over ten items and 25% throwing away at least three garments after wearing them only once. Millennials exhibit higher turnover rates, with 20% discarding clothes within a year [5]. As well as, Thailand exported $2.68 million in cotton waste, primarily to Japan, Malaysia, and Spain. Industry reports project continued growth in textile waste, which is addressed through methods like source reduction, recycling, landfilling, and incineration [6]. The study found that textile production and processing across the apparel industry generates significant waste. Fiber production and processing lead to 9-40% fiber loss, particularly in processing staple fiber like cotton and synthetics. In the assembly stage, 12.5% of fabric is lost through cutting and sewing inefficiencies. At the end-of-life stage, 80% of textile waste is landfilled [7].
The quality of these cotton wastes shows that they can be reused to create new raw materials [8]. Furthermore, cotton fibers demonstrated remarkable resilience, retaining the structural integrity and flexibility even after undergoing recycling processes. This preservation of cotton qualities ensured capacity for making all kinds of recycled fabrics and products. Additionally, cotton's great strength, breathability, and moisture absorption make it super useful to reuse in textiles. consequently, reducing the demand for virgin cotton and promoting the development of a more sustainable, circular economic model [9]. Needle felting is a textile technique that employs barbed needles to interlock and compact fiber, resulting in a cohesive fabric. In contrast to wet felting, which depends on moisture and agitation, needle felting is a dry process where fibers are repeatedly pierced, causing their scales to tangle and adhere together. This method has become popular due to its accessibility and versatility, enabling intricate detailing in both two-dimensional and three-dimensional textile projects [10]. In addition, needle felting is a cost-effective and useful textile technique that offers substantial advantages across industries such as apparel, composites, and environmentally conscious areas. One of the key cost-saving benefits of needle felting is its capacity to produce durable, nonwoven fabrics without the need for extensive weaving or knitting processes, thereby reducing material waste and energy consumption [11], needle felting can be a transformative sustainable design tool by repurposing textile wastes and reducing using virgin materials. One of a outstanding example, FeltLoom is a company who did research with The University of Kentucky creating the Needle Felting machine that can felting any kind of fabric, and then they felted different kind of fabric wastes for generating new fabric without single piece of fabric waste [12]. Research by Sharma on nonwoven fabrics made from cotton and polyester wastes revealed that the fabrics had good quality in terms of tensile strength required in textile products [13]. These waste materials can be reused and transformed into new products through various techniques. Needle felting is one of these techniques that can potentially address the problem of cotton waste in the textile industry. By utilising needle felting techniques, these fabric waste materials can be transformed into new fabrics [14]. This process involves tangling and compressing the fibres together using barbed needles to create a cohesive and durable fabric. For example, by performing needle felting on waste wool to create textile products in Aotearoa, Walkley [15] found that the felting technique can encourage the circular economy by closing the loop on waste materials and promoting the reuse of resources. Recently, remarkable research by Cao et al. [16] showed that cotton wastes used in needle felting successfully created new fabrics and textile products, such as bags and jackets. The needle felting technique can also be used to create decorations on clothes [17].
Synthetic dyes used on fabrics also have negative environmental impacts. To mitigate this issue, natural dyes can be used as alternatives. Particularly, Parkia speciosa pods can be used for dyeing silk fabrics [18]. They are wasted during the process of preserving the bitter bean seeds [19], according from the research, the number of pods produced by an individual tree can vary significantly, typically ranging from 200 to as many as 5,000 pods per year, depending on factors such as the tree’s age, health, growing conditions, and cultivation practices. An average yield of around 1,000 pods per tree per year is typically considered a good indicator of productivity, suggesting that the tree is healthy and thriving under standard farming conditions [20]. Moreover, After the cotton dyeing process, the unutilized dye solution is usually discarded, contributing to water pollution. Parkia speciosa pods offer a natural, low-cost solution by effectively removing toxic Crystal Violet from wastewater [21]. Making them an economical natural alternative to synthetic dyes.
This research presents the transformation of cotton wastes by utilising the needle felting technique and natural dyeing (Parkia speciosa pods) to create new textiles. The colour, weight, thickness, colourfastness and texture of the bitter-bean–dyed cotton wastes were evaluated. To compare the results, all tests were conducted before and after the needle felting process. Additionally, the Parkia-speciosa-pod–dyed needle felted cotton waste fabrics were used in clothes to determine their potential practical uses.
2. Materials and Methods
Golden Kerin Co., Ltd. is a factory located in Samut Prakan Province, Bangkok. The factory’s towel and nappy production has been operating for more than 30 years. Fifteen and 10 weaving machines are used for cotton nappy fabrics and cotton towels, respectively. Pre-consumer cotton wastes are produced daily during the finishing stage of the fabrics’ hems, generating 100 kg of cotton waste per week. The cotton waste management of the factory separates these wastes into two types: the first one is sold to recycling companies at 10 bahts per keg to be remade into new cotton fibres and the other one is sewed into small napkins to be sold to individuals who donate to temple charities. Furthermore, the factory owner suggested that the cotton wastes from towel and nappy fabrics can be used to create new textile materials and products. As well as Towel and nappy cotton wastes were collected after the process of sewing and finishing and were separated into three types (A, B and C samples). As shown in Figure 1 below, A are cotton wastes from the process of cutting the edge of towel cotton before rolling the hem, B is from finishing the hems after measuring the size of the nappy cotton and C is from the process of weaving the towel cotton.

In this research, Stink bean pods were received free of charge from sellers who removed the bitter beans’ seeds to be sold at a local night market (Pak Khlong Talat) in Bangkok. Because only the seeds are consumed by the people, bitter bean pod wastes are produced daily. The flavonoid content of Parkia speciosa, such as quercetin, rutin, myricetin [22] and tannin [23], can provide colours for the dyeing process.
After collecting the cotton wastes from the factory, they were cleaned through washing and drying to remove dirt and other materials mixed in. Then, the cleaned cotton wastes were coloured using the natural bitter bean dye to transform them into new raw materials. The dyeing process was performed following the research of Punrattanasin [24] who specialised in natural dyes with A cationizing agent [25] which applies positive charges to cotton fabric, assisting it in better retaining natural dyes. This is the case because both cotton and natural dyes typically carry negative charges, resulting in mutual repulsion. By imparting a positive charge to the cotton, it becomes attracted to the negatively charged dye, enabling the fabric to absorb colour more efficiently. The dye extraction was carried out using a liquor ratio of 1:10, where 1 kg of bitter bean pods was boiled in 10 liters of water at 90℃ for one hour [26] and in the case, bitter bean pods was used 10 kg. After filtration, the dye extract was either concentrated evaporation and used immediately for dyeing.
The dyeing process was conducted at 90℃ for 60 min and Dye bath pH was 5. Following cationization was dissolved 50% of the fabric’s weight in a cationizing agent in the water, The amount of water was prepared 1:5 ratio meaning 1kg of fabric using 50 liters of water, The dyed cotton wastes was placed in the cationization solution at 90℃ for 60 minutes [25]. After the dyeing process, the fabrics were washed with mild soap solution at 50℃ for 10 min and finally rinsed again. Then, the colour strength and properties of the dyed cotton waste samples were measured using a spectrophotometer under daylight D65 setting with the 10° observer function. The Kubelka–Munk equation was used to calculate the K/S value, which indicates dye uptake and colour yield. A higher K/S indicates better colour. The L*a*b* values describe the colour in the CIELab colour space, with L*, a* and b* for lightness, red-green and yellow-blue, respectively. These measurements help evaluate the colour characteristics and colour strength of the dyed cotton waste materials. After the colour evaluation before and after needle felting, the sample fabrics’ weights were measured in grams per square meter (GSM) to determine the weight of the fabric at the pre-production needle felting stage. The D3776/D3776M standard test methods for mass per unit area (weight) of fabric applied the weight of the fabric sample multiplied by 1 m2 (10,000 cm2) and then divided by the area of the fabric sample.
The needle felting machine employed in this study was a Janome FM725 model, equipped with five barbed needle units and with a capacity of 900 needle punches per minute. At the start of the needle felting process, After the felting process, A, B and C samples were labelled A1, B1 and C1 as presented in Table 1, the dyed cotton waste materials were ironed to create a flat surface, preparing them for needle felting production. Then, the cotton wastes were overlapped with a layer of the same type of cotton waste passing through the needle felting machine. After the needle felting process, the thickness of the dyed needle-felted cotton waste fabrics was measured using the D1777-96 standard test method for the thickness of textile materials to determine the average amount of the felted cotton wastes. Then, the fabric wastes were examined through an HDMI digital microscope to perceive the details of the felted cotton wastes.
Before and after needle felting, all towel and nappy cotton wastes dyed with natural bitter beans were tested for colour fastness to washing, dry cleaning, crocking, water, perspiration, and light. Colour fastness to washing was evaluated according to ISO 105-C06:2010 (colour fastness to domestic and commercial laundering). The test was performed using the A2S procedure to assess the durability of textile colourations with laundering conditions that are similar to actual washing processes. The dry-cleaning test was performed according to the ISO 150-D01:2010 standard (colour fastness to dry cleaning using perchloroethylene solvent) to examine the colour fastness of textile materials when exposed to dry cleaning procedures that use perchloroethylene. Colorfastness to crocking was tested using the AATCC test method 8:2007 (colorfastness to crocking: Crockmeter method). The process aimed to evaluate the resistance of textile colouration to crocking, the process through which colour transfers during use, particularly for heavily dyed fabrics. The water immersion test was performed to assess the resistance of textile dyes to the effects of water immersion. It examines the fading and transfer of colour following ISO 105-E01:2013 (colour fastness to water). The perspiration test was estimated according to ISO 105-E04:2013 (colour fastness to perspiration) to examine the fabrics’ resistance to colour fading and transference when subjected to artificial perspiration (acidic and alkaline). This artificial perspiration simulates the conditions of contact with human sweat. Colour fastness to light was tested according to ISO 105-B02:1994 (colour fastness to artificial light: xenon arc fading lamp test). This process emulates the effects of natural sunlight exposure to evaluate the resistance of textile colours to fading with blue wool reference. All of testing methods as Figure 2 compared to Figures 3 and 4 except colourfastness to artificial light were rated from 1-8, where 1= very poor, (1/2)1.5= very poor to poor, 2= poor, (2/3)2.5= poor to fair,3= fair, (3/4)3.5= fair to good, 4= good, (4/5)4.5 good to excellent, 5= excellent. As Figure 3 using blue wool reference for Colour fastness to artificial light test rating from 1-8, where 1= very poor, 2= poor, 3 = moderate, 4= fairly good, 5= good, 6= very good, 7= best, 8= excellent.
Two fabric designs for women were created using the same type of needle-felted cotton waste. The design process should develop new materials to create inspiration.
3. Results and Discussion
The cotton wastes from the towel and nappy production process were collected and underwent a cleaning process. First, the wastes were washed thoroughly with soap and water to remove any impurities and residues. Then, the cleaned cotton wastes were dyed using a regular home washing machine to prepare them for further utilisation. The texture of the towel and nappy wastes was soft, and they were rolled as a result of the spin speed of the washing and dying machines [2]. The cotton waste materials were dyed using a natural colour (bitter bean). After the dyeing process, A, B and C samples were labelled A1, B1 and C1 as presented in Table 1 below. The colour evaluation in the table describes a shared quality of warmth and lightness, with varying proportions of red and yellow undertones. These characteristics are similar to Masae et al.’s [18] research, showing silk after dyeing with bitter bean pods. The colour value appeared balanced, not overly bright or excessively dark. This result is due to the compounds of bitter beans, including quercetin and rutin, which provide the yellow undertone [27]. The data in Table 1 show the colour evaluation result showed the K/S values of the felted dyed cotton wastes are greater than those of the non-felted dyed cotton wastes.
Moreover, the fabric weight (GSM or g/m2) of the felted dyed cotton wastes was greater than that of the regular dyed cotton wastes [28]. Therefore, the weight of the felted fabric is significantly related to its colour value and strength. Also, the colour strength of the fabrics also changed as a result of needle felting. Before felting, the 3 samples appearedthe fabrics looked lighter and the fibers were more clearly visible.After felting, the colour got darker which could be attributed to the increased density of the fibers. Additionally, the new surface texture, which became rougher and more uneven, the extreme increase in thickness of Fabric C caused the most noticeable colour change.
Fabric Type | Colour Strength (K/S) | Colour Value | Fabric Weight (GSM) | ||
L* | a* | b* | |||
Before needle felting | |||||
A | 3.34 | 62.42 | 9.28 | 19.33 | 297 |
B | 3.73 | 63.45 | 8.90 | 19.96 | 135 |
C | 3.90 | 64.95 | 8.69 | 20.07 | 260 |
After needle felting | |||||
A1 | 4.01 | 59.41 | 8.82 | 18.89 | 315 |
B1 | 4.54 | 56.75 | 9.05 | 18.64 | 169 |
C1 | 4.72 | 60.97 | 8.48 | 16.91 | 395 |
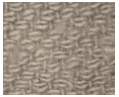
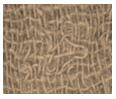
Table 2 presents the three types of cotton wastes before and after the needle felting process. The results indicate a significant increase in thickness across all fabric samples after needle felting. Fabric A exhibited an increase in thickness from 0.78 mm to 10.89 mm after the needle felting process, while Fabric B expanded from 0.34 mm to 20.47 mm. Fabric C experienced the most dramatic change, growing from 0.63 mm to 31.18 mm. This unexpected increase in thickness suggests that the felting process caused fiber entanglement and expansion. Fabric C exhibited the highest expansion, potentially due to a more open weave structure. This result is similar to Forental et al.’s study [29], showing that the thickness of a glass fibre increased by 1 mm after needle felting. Moreover, needle-felted mats made of cotton wastes were thicker than regular mats [30]. A visible transformation in texture was observed after needle felting. Before the process, the fabrics had a clear and structured fiber pattern. However, after felting, the fiber became more rugged and rougher, creating a denser and fuzzier appearance. The needle felting process caused the fiber to become increasingly entangled and fused together, with Fabric C showed the most noticeable changes. Corresponding to Cao et al. [16] presented that after cotton wastes were developed through needle felting, the cotton wastes appeared rough on the surface and certain fabrics were blended to create a new fabric.
Fabric Type | Before Needle Felting | After Needle Felting |
|
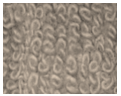 | 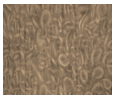 |
Thickness | A 0.78 mm | A1 10.89 mm |
|  | 
|
Thickness | B 0.34 mm | B1 20.47 mm |
|
 | 
|
Thickness | C 0.63 mm | C1 31.18 mm |
The ratings presented in Table 3 the level of colour staining of the tested material on adjacent fabrics. the average colour evaluation score before needle felting was 4.3 ≈ 4, while after needle felting, it improved slightly to 4.5. indicating that needle felting does not significantly alter color fastness to water. Additionally, the colour staining resulted for acetate, cotton, nylon, polyester, acrylic, and wool remained consistently at 5, except for a small deviation in nylon (4.6 ≈ 5 after needle felting). This stability across multiple fiber types further confirms that needle felting does not negatively impact colour fastness. The results indicate there was no statistically significant decline in colour fastness characteristics. This finding is particularly due to the flavonoid content (quercetin and rutin) of the bitter bean pods, which are not soluble in water [31]. The results presented in Table 4, The colour fastness analysis of the fabrics to household and commercial laundering shows consistent colour preservation before and after the needle felting procedure. The colour change evaluation remained consistent at a rating of 4.5 under both conditions, suggesting that the needle felting technique does not adversely affect the fabric's resistance to colour alteration during laundering. Similarly, the colour staining evaluated for multiple fiber types (acetate, cotton, polyester, acrylic, and wool) remained constant at 5, This suggests that the felting technique does not introduce any noticeable staining effects. The only slight variation is observed in nylon, where the post-felting average score was 4.6 ≈ 5, so the difference is not practically significant.
Fabric Type | Colour Change | Colour Staining of Multiple Fibers | ||||||
Acetate | Cotton | Nylon | Polyester | Acrylic | Wool | |||
Before needle felting | A | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 |
B | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 | |
C | 4 | 5 | 5 | 5 | 5 | 5 | 5 | |
Average | 4.3$\approx$4 | 5 | 5 | 5 | 5 | 5 | 5 | |
After needle felting | A1 | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 |
B1 | 4.5 | 5 | 5 | 4 | 5 | 5 | 5 | |
C1 | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 | |
Average | 4.5 | 5 | 5 | 4.6$\approx$5 | 5 | 5 | 5 | |
Fabric Type | Colour Change | Colour Staining of Multiple Fibers | ||||||
Acetate | Cotton | Nylon | Polyester | Acrylic | Wool | |||
Before needle felting | A | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 |
B | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 | |
C | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 | |
Average | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 | |
After needle felting | A1 | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 |
B1 | 4.5 | 5 | 5 | 4 | 5 | 5 | 5 | |
C1 | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 | |
Average | 4.5 | 5 | 5 | 4.6$\approx$5 | 5 | 5 | 5 | |
Fabric Type | Colour Change | Colour Staining of Multiple Fibers | ||||||
Acetate | Cotton | Nylon | Polyester | Acrylic Wool | ||||
Before needle felting | A | 4 | 5 | 5 | 5 | 5 | 5 | 5 |
B | 5 | 4.5 | 4.5 | 4.5 | 5 | 5 | 5 | |
C | 4.5 | 4.5 | 5 | 5 | 5 | 5 | 5 | |
Average | 4.5 | 4.6$\approx$5 | 4.8$\approx$5 | 4.8$\approx$5 | 5 | 5 | 5 | |
After needle felting | A1 | 4 | 5 | 5 | 4.5 | 5 | 5 | 5 |
B1 | 4.5 | 4.5 | 4.5 | 4 | 5 | 5 | 5 | |
C1 | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 | |
Average | 4.3» 4 | 4.8$\approx$5 | 4.8$\approx$5 | 4.5 | 5 | 5 | 5 | |
Fabric Type | Colour Change | Colour Staining of Multiple Fibers | ||||||
Acetate | Cotton | Nylon | Polyester | Acrylic | Wool | |||
Acid condition | ||||||||
Before needle felting | A | 4.5 | 5 | 4.5 | 5 | 5 | 5 | 5 |
B | 4 | 5 | 5 | 5 | 5 | 5 | 5 | |
C | 4.5 | 4.5 | 4.5 | 4.5 | 4.5 | 4.5 | 5 | |
Average | 4.3$\approx$ 4 | 4.8$\approx$5 | 4.6$\approx$5 | 4.8$\approx$5 | 4.8$\approx$5 | 4.8$\approx$5 | 5 | |
After needle felting | A1 | 4.5 | 4.5 | 4.5 | 5 | 5 | 4.5 | 5 |
B1 | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 | |
C1 | 4 | 4.5 | 4.5 | 5 | 5 | 4.5 | 5 | |
Average | 4.3$\approx$4 | 4.6$\approx$5 | 4.6$\approx$5 | 5 | 5 | 4.6$\approx$5 | 5 | |
Alkali condition | ||||||||
Before needle felting | A | 4.5 | 4.5 | 5 | 5 | 5 | 5 | 5 |
B | 4 | 4.5 | 5 | 5 | 5 | 5 | 5 | |
C | 4.5 | 5 | 5 | 5 | 5 | 5 | 5 | |
Average | 4.3$\approx$4 | 4.6$\approx$5 | 5 | 5 | 5 | 5 | 5 | |
After needle felting | A1 | 4.5 | 5 | 4.5 | 5 | 5 | 4.5 | 5 |
B1 | 4.5 | 5 | 4.5 | 5 | 5 | 5 | 5 | |
C1 | 4 | 5 | 4.5 | 4 | 4.5 | 4.5 | 5 | |
Average | 4.6$\approx$5 | 5 | 4.5 | 4.6$\approx$5 | 4.8$\approx$5 | 4.6$\approx$5 | 5 | |
In Table 5, the results of the colourfastness to dry cleaning tests indicate that minimal differences in colour retention between the pre-felting and post-felting. The colour change rating slightly decreased from an average of 4.5 before felting to 4.3 ≈ 4 after felting, suggesting a small and insignificant decrease in colour. Regarding colour staining, the results pertaining to colour staining across the different fiber types were largely maintained. The average staining evaluations before and after felting showed small deviations, particularly in acetate (4.6 ≈ 5 pre-felting, 4.8 ≈ 5 post-felting) and nylon (4.8 ≈ 5 pre-felting, 4.8 ≈ 5 post-felting).
Table 6 shows that the colourfastness levels under acid condition stayed pretty much the same, which remained consistent before and after the needle felting process 4.3 ≈ 4, this suggests that the needle felting technique did not significantly influence the fabric's resistance to colour fading in acidic environments. Similarly, colour staining results presented minor changes, with acetate, cotton, nylon, polyester, acrylic, and wool averaging 4.8 ≈ 5 before and 4.6 ≈ 5 after needle felting. Under alkaline conditions, the colour change was rated 4.3 ≈ 4 before and a bit increases to 4.6 ≈ 5 after felting. Colour staining across most fiber types remained consistently high, with only minor fluctuations observed in acetate, cotton, and nylon (4.6 ≈ 5), which do not suggest a significant impact.
As seen from Table 7, colorfastness to crocking was rated at 5 and 4 for dry and wet processes, theconsistent results indicated that the needle felting process does not adversely impact the felted cotton waste fabric. However, the result for the colourfastness to light test before and after needle felting was rated 2 on the blue wool scale suggested that the fabric fades rapidly when subjected to artificial light, even confirming thatneedle felting did not provide the fading from the light. This is because the 3-hydroxy parts from quercetin in the bitter beans, resulting in colour fading [31].
Fabric Type | Crocking | Light | ||
Color staining | Colour fastness to light (level of change) | |||
Dry | Wet | |||
Before needle felting | A | 5 | 4 | 2 |
B | 5 | 4 | 2 | |
C | 5 | 4 | 2 | |
Average |
| 5 | 4 | 2 |
After needle felting | A1 | 5 | 4 | 2 |
B1 | 5 | 4 | 2 | |
C1 | 5 | 4 | 2 | |
Average |
| 5 | 4 | 2 |
After the cotton towel and nappy wastes underwent needle felting and natural dyeing (bitter bean), a mood board was created. The inspiration was taken from the shape of the cotton waste and the colour of bitter beans. The mood board depicts a historic brick wall as presented in Figure 5. Figure 6 shows the features of the clothing made from the dyed needle felted cotton wastes. However, the silhouette of the clothes had to be oversized due to the rectangular shape of the cotton waste and also to avoid producing further unnecessary waste.
4. Conclusions, Implications and Future Directions
This research presents an innovative and sustainable approach to transforming cotton waste by utilizing the needle felting process paired with natural dyeing using Parkia speciosa (bitter bean) pods. The study highlights the potential of needle felting as a promising textile recycling approach, enabling the transformation of cotton wastes into new textile. The dyed cotton wastes exhibited colour values in the red-yellow tones, with increased colour strength post-needle felting. The evaluation of the cotton wastes’ colour strength (K/S) and fabric weight (GSM or g/m2) revealed a significant relationship between the two properties. The fabric weight demonstrated a corresponding increase with the increase in colour strength. Similarly, the thickness of all dyed cotton wastes increased after the needle felting process compared with the dyed cotton wastes. The tests for colour fastness to water, perspiration, dry cleaning, commercial laundering and crocking before and after needle felting did not show a significant change. Nevertheless, colour fastness to light remained weak (rated 2 on the blue wool scale), showing the fabrics was prone to fading when exposed to artificial light.
This study contributes to the expanding body of research on sustainable textile recycling and natural dye applications. The findings demonstrate the practicability of needle felting for repurposing textile waste, providing a sustainable alternative to traditional fabric manufacturing processes. Moreover, the utilization of natural dyes from agricultural using agricultural waste products is in line with eco-friendly practices, reducing reliance on synthetic chemicals. also recommended for practical application on textile products.
Future research should focus on enhancing the lightfastness and durability of Parkia speciosa-dyed fabrics by protective treatments that can reduce fading while maintaining sustainability. Further investigations into fabric properties, such as tensile strength, elasticity, and abrasion resistance, are needed to ensure that needle-felted cotton waste fabrics can be effectively utilized in practical applications. Moreover, cost-effectiveness and consumer acceptance is essential for integrating needle-felted cotton waste into sustainable fashion and textile production models. By addressing these aspects, future studies can help develop needle felting into a viable and sustainable approach to textile waste recycling.
5. Limitations
Despite the promising findings, this research has multiple limitations that should be recognized. First, the colorfastness to light of the Parkia speciosa-dyed fabrics remained weak, with a rating of 2 on the blue wool scale, indicating that the dye demonstrates a propensity for discoloration under artificial light exposure. This limits its suitability for applications requiring high UV resistance and suggests the need for additional protective treatments. Second, while the needle felting process improved the thickness of the cotton waste fabrics, it also led to a rougher hand and decreased flexibility, which could impact the comfort and wearability. In particular, the towel cotton wastes may not be suitable for certain garment uses. Finally, Although the natural dyeing method used an eco-friendly approach, further investigation is required to understand factors such as variations in how much dye gets absorbed, how consistent the batches are, and how the color holds up over time. Addressing these problems in future studies will be key to perfecting the method and making it in sustainable textile production.
The author would like to thank Golden Kerin Co., Ltd. For providing the cotton wastes as well as Assoc. Prof. Dr Rattanaphol Mongkholrattanasit for teaching the process of natural dyeing.